直缝焊管
探索二保焊药芯焊丝的奥秘:从理论到实践的全解析
在焊接的世界里,二保焊药芯焊丝以其独特的魅力,成为众多焊接爱好者追求的焦点。它不仅操作简便,焊接效率高,而且焊缝质量稳定,深受工业界和业余爱好者的青睐。今天,就让我们一起深入探索二保焊药芯焊丝的奥秘,从理论到实践,全面解析其焊接技巧,让你轻松掌握这一高效焊接技术。
一、二保焊药芯焊丝的基础知识

二保焊,全称为二氧化碳气体保护焊,是一种高效、稳定的焊接方法。药芯焊丝作为其核心材料,内含多种合金元素和焊剂,能够在焊接过程中自动调节熔滴过渡,形成稳定的电弧,并有效保护熔池,防止氧化和气孔的产生。
药芯焊丝的种类与特点
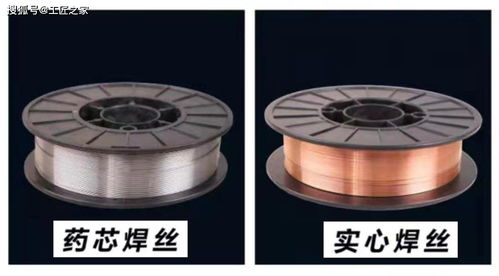
药芯焊丝主要分为气保和自保两种类型。气保药芯焊丝需要使用二氧化碳气体或混合气体进行保护,而自保药芯焊丝则依靠焊芯自身的造气功能来保护熔池。不同种类的药芯焊丝适用于不同的焊接材料和厚度,选择合适的焊丝是保证焊接质量的关键。
二保焊的基本原理

二保焊的原理是将焊丝和焊件作为两个电极,通过产生电弧来熔化金属。二氧化碳气体作为保护气体,环绕在电弧周围,形成保护层,防止空气中的氧气和氮气进入熔池,从而保证焊缝的质量。
二、二保焊药芯焊丝的焊接技巧
掌握了二保焊药芯焊丝的基础知识,接下来就是实践环节。不同的焊接位置和工件厚度,需要采用不同的焊接技巧。下面,我们就从平焊、立焊、横焊和仰焊四个角度,详细解析二保焊药芯焊丝的焊接技巧。
平焊:稳中求快
平焊是二保焊中最常见的焊接位置,操作相对简单,焊缝质量容易保证。在平焊时,药芯焊丝通常采用推焊法,即焊枪向前移动,焊丝也随之向前送进。摆动幅度不宜过大,保持对称,以确保焊缝均匀。
平焊时,电流和电压的选择至关重要。一般来说,电流不宜过大,以免造成焊缝过热和气孔。电压则应根据焊丝直径和焊接速度进行调整,以保证电弧稳定。
立焊:稳住下盘
立焊是焊接难度较高的位置之一,主要挑战在于熔池金属的下坠。在立焊时,药芯焊丝通常采用向下立焊法,即焊枪从上向下移动,焊丝也随之向下送进。这种方法可以利用电弧的吹力,将熔池金属稳住,防止下坠。
立焊时,电流和电压的选择同样重要。一般来说,电流不宜过大,以免造成焊缝过热和气孔。电压则应根据焊丝直径和焊接速度进行调整,以保证电弧稳定。此外,焊枪的角度和摆动幅度也需要根据实际情况进行调整,以确保焊缝均匀。
横焊:小电流,慢速度
横焊是焊接难度较高的位置之一,主要挑战在于熔池金属的下坠和焊缝的成型。在横焊时,药芯焊丝通常采用小电流、慢速度的焊接方法,以防止熔池金属下坠和焊缝变形。
横焊时,电流不宜过大,以免造成焊缝过热和气孔。电压则应根据焊丝直径和焊接速度进行调整,以保证电弧稳定。此外,焊枪的角度和摆动幅度也需要根据实际情况进行调整,以确保焊缝均匀。
仰焊:小心谨慎
仰焊是焊接难度最高的位置之一,主要挑战在于熔池金属的下坠和操作者的安全。在仰焊时,药芯焊丝通常采用小心谨慎的焊接方法,以防止熔池金属下坠和操作者受伤。
仰焊时,电流不宜过大,以免造成焊缝过热和气孔。电压则应根据焊丝直径和焊接速度进行调整,以保证电弧稳定。此外,焊枪的角度和摆动幅度也需要根据实际情况进行调整,以确保焊缝均匀。同时,操作者需要保持稳定的姿势,避免熔池金属下坠时受伤。
三、二保焊药芯焊丝焊接的注意事项
在二保焊药芯焊丝焊接过程中,还需要注意以下几点:
1. 焊接前的准备:确保焊接设备和材料的质量,选择合适的焊接电流和电压。同时,要准备好焊接材料,包括金属板、药芯焊丝、热处理液等。
2. 焊接过程中的控制:焊接过程中,要时刻关注熔池的状态,及时调整焊接参数,以保证焊缝的质量。同时,要注意焊枪的角度和摆动幅度,