直缝焊管
二保焊药芯焊丝焊管道手法全解析

在焊接的世界里,二保焊药芯焊丝因其高效、稳定的特性,成为了众多焊接工人的首选。特别是对于管道焊接,药芯焊丝更是展现出了其独特的优势。今天,就让我们一起深入探讨二保焊药芯焊丝焊管道的手法,让你在焊接的道路上更加得心应手。
一、二保焊药芯焊丝的优势
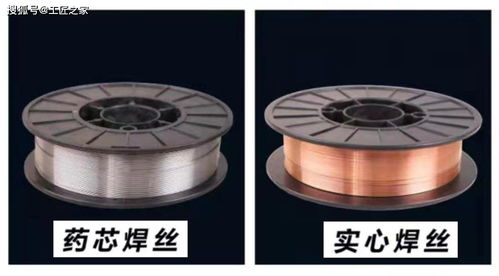
二保焊药芯焊丝,顾名思义,是一种带有药粉芯的焊丝。这种焊丝在焊接过程中,不仅能够提供气体保护,还能通过药粉的冶金作用,改善焊缝的质量。与实心焊丝相比,药芯焊丝在焊接过程中飞溅更小,焊缝成型更好,而且焊接效率更高。
对于管道焊接来说,药芯焊丝的优势更加明显。管道焊接往往需要在狭小的空间内进行,而且焊缝长度较长,如果使用实心焊丝,不仅焊接效率低,而且容易产生焊接缺陷。而药芯焊丝则能够很好地解决这些问题,它不仅焊接速度快,而且焊缝质量稳定,能够满足管道焊接的高要求。
二、二保焊药芯焊丝焊管道的基本手法

1. 焊接前的准备
在开始焊接之前,首先需要对焊接环境进行清理,确保焊接区域没有油污、灰尘等杂质,以免影响焊缝的质量。其次,需要根据管道的厚度选择合适的焊丝直径和焊接电流。一般来说,管道越厚,选择的焊丝直径和焊接电流就越大。
2. 起弧
起弧是焊接过程中最关键的一步。起弧时,需要将焊枪与管道保持一定的距离,然后快速地向前移动,直到看到明亮的电弧。起弧时,要注意控制电弧的长度,避免电弧过长或过短。
3. 焊接过程
在焊接过程中,需要保持焊枪与管道的角度一致,一般保持在70度到80度之间。同时,要控制好焊接速度,避免焊接速度过快或过慢。焊接速度过快,容易导致焊缝不饱满;焊接速度过慢,则容易导致焊缝过热,产生焊接缺陷。
4. 收弧
收弧是焊接过程中的最后一步。收弧时,需要将焊枪慢慢地向后移动,直到电弧熄灭。收弧时,要注意控制电弧的长度,避免电弧过长或过短。
三、二保焊药芯焊丝焊管道的技巧
1. 摆动焊接
摆动焊接是一种常见的焊接技巧,特别是在焊接较厚的管道时,摆动焊接能够更好地熔化母材,使焊缝更加饱满。摆动焊接时,需要将焊枪左右摆动,摆动的幅度和速度要根据管道的厚度和焊接电流进行调整。
2. 多层焊接
对于较厚的管道,可以采用多层焊接的方法。多层焊接时,第一层焊缝要焊得薄一些,以便更好地熔化母材;后面的焊缝可以焊得厚一些,以填充焊缝。多层焊接时,每层焊缝之间要留有一定的间隙,以便更好地熔合。
3. 焊接顺序
焊接顺序对焊缝的质量也有很大的影响。一般来说,焊接顺序应该是从下往上,从内向外。这样可以更好地控制焊缝的熔深和熔宽,避免产生焊接缺陷。
四、二保焊药芯焊丝焊管道的注意事项
1. 焊接环境
焊接环境对焊缝的质量也有很大的影响。在焊接过程中,要尽量避免在风力较大的地方进行焊接,以免风影响电弧的稳定性,导致焊缝不饱满。
2. 焊丝质量
焊丝的质量对焊缝的质量也有很大的影响。在购买焊丝时,要选择质量好的焊丝,避免使用劣质的焊丝,以免影响焊缝的质量。
3. 焊接设备
焊接设备的质量对焊缝的质量也有很大的影响。在购买焊接设备时,要选择质量好的设备,避免使用劣质的设备,以免影响焊缝的质量。
五、二保焊药芯焊丝焊管道的实际应用
二保焊药芯焊丝在管道焊接中的应用非常广泛,特别是在石油、天然气、化工等行业。在这些行业中,管道焊接的质量直接关系到生产的安全和效率。因此,这些行业对管道焊接的要求非常高,必须使用高质量的焊丝和先进的焊接技术。
在实际应用中,二保焊药芯焊丝不仅能够满足管道焊接的高要求,还能够提高焊接效率,降低生产成本。因此,二保焊药芯焊丝在管道焊接中的应用越来越广泛,成为了管道焊接的首选。
通过以上内容的介绍,相信